由于橡胶导热性能差,大型制品的生产必须采用低温长时间硫化,平板硫化机和硫化罐的生产能力就要降低,制品造价较高。这一缺点连同厚制品的硫化不均,如采用高频交流器预热,有时可以得到解决。
未硫化制品在放入模型之前用介电预热,能缩短硫化时间,从而大大降低制造成本。预热的另一个优点是对含胶量大以及弹性高的胶料(像作缓冲垫的胶料)不会产生开模裂伤。
介电加热法甚至对所有非导电物质都能很快地均匀加热。其原因是放在电容器两个板极之间高频电场中的非导电物质,因受交变电场的作用而产生极化,结果由于介电损耗而使胶料温度上升。
德拜( Debye)认为介电损耗的原因是在高频电场作用下的交替极化,使一部分电场的能量以内摩擦的形式被消耗掉,同时从外部表现为热量的产生。据此,必须对不同类型的极化加以区别:
(a)电子极化,是通过电子与原子核的相对移动产生的。
(b)偶极极化,是由电场对具有偶极分子的作用产生的。
(c)界面或离子极化,是通过不同导电率和不同介电常数材料之间界面处自由离子的堆积而产生的。
纯天然胶和纯丁苯胶皆系非极性物质,只能使用高频交流器使电子极化进行加热,而且频率要特别高。因此,用这种方法进行预热是不经济的,而且也有实际困难。
另一方面,具有偶极特点的橡胶诸如丁腈胶、氯丁胶,很容易用高频电场均匀预热。
然而,已经广泛使用高频交流器预热的橡胶胶料是多相组合体,不过其加热机理至今尚不十分清楚。关于这个问题,有一个重要的假说就是瓦格纳( Wagner)的层状介电学说,它认为电性能的不均匀性是能量损耗的原因。并且提出,电对周围环境的干涉使其吸收电能,其情况与光千涉吸收光能类同。
交流电的频率(周/秒)、电压(伏)和电极之间的距离是影响介电预热的主要因素。市场可以供应各种高频交流器。为防止对正常无线电的干扰,高频交流器要采用特殊频段。西德规定的频率为每秒13.56、27.12和40.68兆周。
几年来,拜耳公司的橡胶试验工厂的平板车间就用一台高频交流器收到很大成效。它用的频率为27.12兆周/秒,最大输出功率为8千瓦。作为安全防护,当抬起前方的铁棚,打开设备更换制品时,电流便自动关闭。这样能使制品在模型以外无压情况下预热到110~115℃,然后在模型内进行硫化。经过各种胶料的试验表明,不同填充剂对高频电场中胶料加热性能具有不同效应,不过这并不等于说必须改变配方。相反,胶料的“预热性能”的差异可以尽量通过改变电压和预热时间进行调整和补偿。
根据拜耳公司的试验,只要胶料含有适当的填充剂,大多数通用型合成胶和天然胶都可采用介电预热。
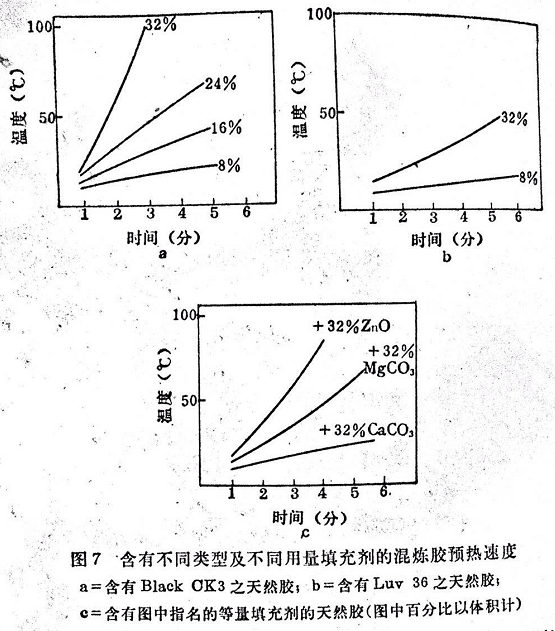
图7的曲线表示填充剂类型及其用量对胶料加热速度的影响。譬如可以看到,炭黑用量增加时,加热速度加快Black CK3的这种倾向比Luv36大。如含有32%(以体积计)的 Black CK3的混炼胶两分钟即可加热至80℃左右,而含同样比例的LuV36胶料,在同样时间内仅达32℃。在浅色填料中,氧化锌要比碳酸镁加热快,而碳酸镁又比碳酸钙快。
图7表示的温度基本上与预热的胶量无关,不过这仅仅是达到高频交流器最大负荷之前的情况。大体说,每加热千克胶料,平均输出一庇时,高频交流器不致超负荷。为了避免预热时间过长,最好不加大量胶料。
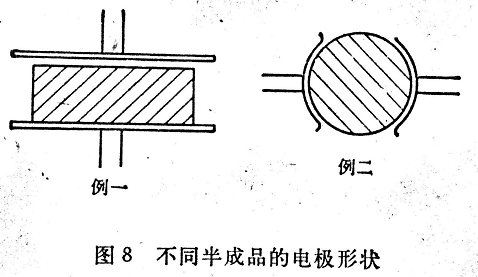
由于制品不同,半成品的形状亦不相同。因此,同样数量的同种胶料所需预热时间也不相等。例如拜耳公司用的交流器有两个700×500毫米的铝板组成一对电极,相互之间的距离可以改变,但表面保持平行。这种形式的电极适合于预热胶板和胶块。如果预热的半成品横断面是圆形或椭圆形时,没有平行的表面,便由于电场分布不合理而使预热时间既长又不均匀。换言之,制品横断面积不一样,即使胶料成分相同,也不能用一种制品所需要的预热时间来推算另一种制品的预热时间。这就需要根据半成品的外形改变电极,以保证加热均匀一致(见图8)。当然,这对于半成品形状不断变化的情况也是不适用的。假设同样的电极用于各种半成品,则不难通过加热试验确定所需要的预热时间。
为了合理利用交流器的输出功率,一般都是把几个半成品同时置于交流电场中。但由于半成品高度未必完全一致,就有过热的危险。因为制品不同,温度上升也不一样。所以多数场合交流器的最大输出功率不能得到充分利用。
预热的未硫化胶必须干燥而且表面光滑,以免由于尖端放电的电弧或在半成品内部发生燃烧危险。预热温度可在提起防护铁栅(前面已经讲过)交流器自动切断电流后,用高温计测定。如果未达到规定温度,仍可重开交流器,继续加热段时间。
下面两个例子是想比较一下拜耳公司橡胶试验车间和小型工厂中采用高频交流器时所需预热时间和最后硫化时间与不采用预热时所用硫化时间的情况。这种方法的最大优点在于能用高温短时间硫化,而未预热的胶料是不可能这样作的。
所列出的加热时间为制品和半成品达到理想结果时的最短时间。
在下面的例子中,实验用的高频交流器输出功率只有3庇。列出的预热时间将随电流电源输出的增加(如8庇)而大大减少。据估计,交流电源输出3时,温度升至1100需10分钟;而输出为8时,到达同样温度只需3分钟。
例一 环形胶垫
橡胶重量:2,418克
密度=1.45克/厘米3
天然胶胶料
氧化锌75份
瓦斯炭黑0.5份
以上按生胶重量为100计
在高频电场中预热时间:
约110°0,10分钟;电压U=6千伏
硫化时间:
151℃,60分钟
没有预热的硫化时间:
138°C,120分钟
例二 胶球
胶料重量:1,005克
密度=1.31克/厘米3
丁腈胶( Perbunan N)胶料
灯烟炭黑70份
碳酸钙10份
苯酚甲醛树脂30份
以上按生胶重量为100计
在高频电场中的预热时间:
约110℃,6分钟;电压U=4千伏
硫化时间:
151°℃,75分钟
没有预热时的硫化时间:
133℃,150分钟
高频交流器也特别适合于预热注压胶料。
应该指出,法国人杜弗( Dufous)和勒杜克( Leduc)在1935~1936年中曾经企图用介电加热作为一种橡胶制品的硫化方法,但至今并未实现。这种方法在橡胶工业中只能小范围的应用。原因很多,其中包括模型材料问题;因随硫黄结合而形成偶极,因而能量吸收增加,致使加热不均;因胶料不匀而使局部过热以及加热不快(特别是无炭黑的胶料)等等。不过这些问题对胶料的预热没有什么影响。
目前经常提到的高频硫化,就其本质来讲仍然是高频预热。这种硫化包括两个相互连接的操作过程:用高频交流器使胶料加热至所需硫化温度;采用其他加热方式(如热空气管道)保持这一温度完成硫化。这种方法对压出制品的连续硫化获得一定成功。由于高频加热速度很快,加热时间极为短暂,因而能够保持制品的外形,故可以硫化较软和构形较为复杂的制品。这种方法不需特殊加热介质,也不需要在硫化前涂隔离剂,硫化后的制品洁净。但这种方法目前还不适于硫化带金属芯的压出制品。
